

烙铁头选用及保养
如何选择合适的烙铁头?
选择合适的电烙铁有助于大大提高烙铁头在电子无铅焊接的效率。但是通常情况下,选择应根据被焊物体的实际情况而定,一般重点考虑加热形式、功率大小、烙铁头形状等。
选择烙铁头,一般的规则是尽可能使用较大的烙铁头作焊接,焊线越好,可使用越低温的设置。建议尽可能使用低温设置,因为高温会快速烧掉助焊剂,并且由于接头氧化增加,可能较终会导致焊接不良。高温还会缩短尖端使用寿命,并增加对组件和PCB造成热损伤的风险。
在使用功率较低的烙铁场合,与电路板和元件接触时,烙铁头降温速度可能会更快,并且需要更长的时间来加热。如果元件较小,较低功率的电烙铁更加适合,但对于较大的元件或PCB带地的平面,它会带走热量,所以大功率的电烙铁是更好的选择。
使用烙铁头工作,不可避免会在表面产生磨损,而烙铁头的寿命是根据焊点次数来决定的。如果烙铁头尖端的镀层较厚,可以延长烙铁头的寿命,但另一方面也会影响导热效果,需要较长时间才能到达需要的温度。
烙铁头的使用寿命,有铅锡焊通常在6000-8000个焊点左右(340℃),无铅锡焊在3000-5000个焊点(400℃)。保养得当,可有效延长烙铁头使用寿命,降低使用成本
影响烙铁头使用寿命的因素和对策
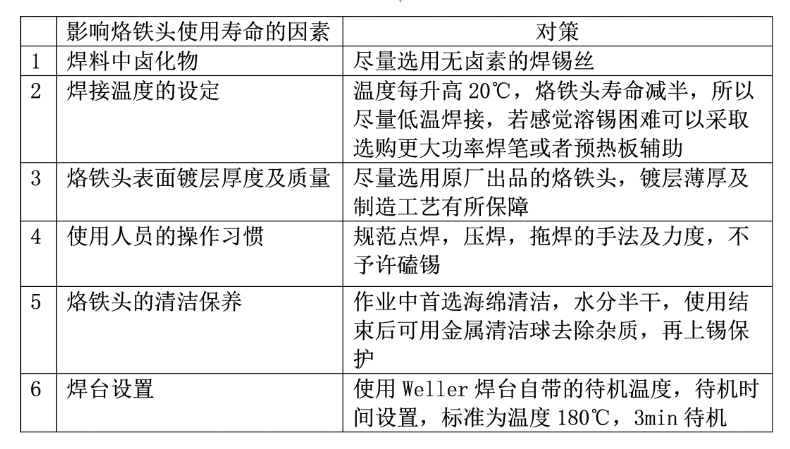
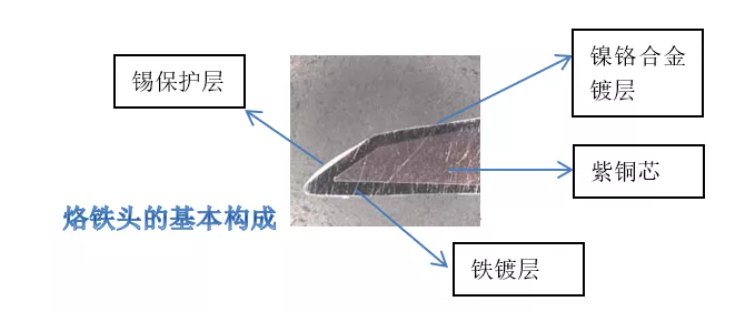
从图中可以看出,铁镀层是铜基材和焊锡之间的保护层,镀层越厚,烙铁头寿命越长,但相应的导热性越差。Weller烙铁头有些同规格的也有多种镀层厚度选择,比如,后缀加LF(Long Life),就代表镀层比标准的厚。
焊头选择基本原理
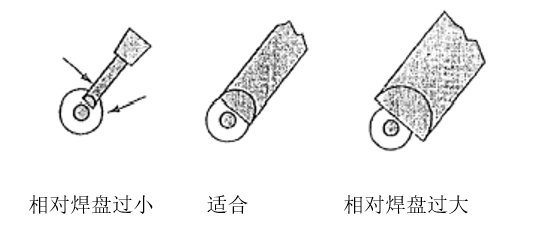
1)焊头的直径略大于或等于焊盘直径。
2)焊头不能接触到周边元器件。一般来说焊头尺寸以不影响邻近元件为标准。
3)焊头不能挡住操作人员视线。
4)焊头选择经验参考:尽可能用短的焊头;尽可能用凿状,不用圆头;尽可能用直的,不用弯头;尽可能用粗的,不用细的。
结合以上选型基本原理,Weller烙铁头推荐选择如下
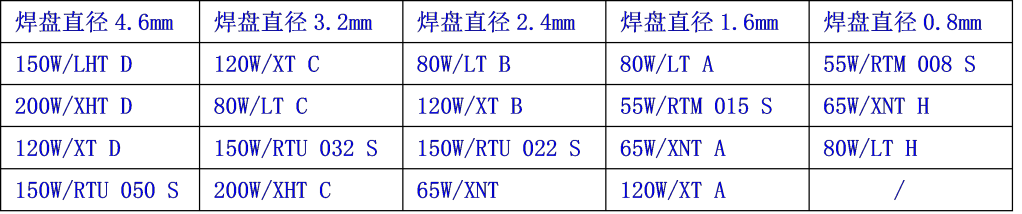
以上列举的都是凿状烙铁头,作为首选的形状,是因为接触面积大,导热性好,适合多锡量之焊接,例如焊接面积大、粗端子等。
其次还有圆锥形烙铁头,适合一般焊接,无论焊点大小,但是导热面积没有凿状实用。
刀型烙铁头,竖立式或拉焊式焊接均可,属于多用途烙铁头。适用于SOP,QFP,PLCC等。
斜口型,适合多锡量焊接、导线焊接。衍生有翼状烙铁头,储锡量增加。
除了要选择合适的形状,还要结合看看参数表的截面积和长短尺寸,以便选择更准确。
关于卡士伯
上海卡士伯机电有限公司(CASIBO)是一家致力于电子焊接和返修领域的专业公司,已在电子焊接领域经营高达16年历史,在华东地区具有较高的知名度,是德国Weller威乐国际知名品牌多年的合作伙伴和授权经销商,也是一家具有自主品牌和创新能力的公司。
